
.
.
| PELLETS | FILAMENTS |
| Barrel | Hotend + Heatbreak |
| Die | Nozzle |
| Land | Nozzle hole depth |
| Extrudate | Extruded material |
| Torque & RPM | Stepper Power & Feedrate |
| Stalling | Skipping |
| Zones | No Equivalent |
| Pressure | No Equivalent |
| Backpressure | No Equivalent |
| Screw | No Equivalent |
| Materium-class | a Shorthand |
This article attempts to explain the adjusted terminologies used in the context of miniature screw extrusion such as Materium,
these terms are borrowed from industrial screw extrusion, then adjusted to remain accurate at desktop scale and within 3D printing constraints.
Screw extrusion for polymers has existed since the 19th century, while 3D printing only began entering the mainstream around 2010. Although both ultimately deal with shaping plastic, the communities that developed them evolved largely in isolation.
Industrial screw extrusion and injection molding were shaped by machinists, mechanical engineers, and polymer scientists. In contrast, consumer 3D printing and AM emerged from programmers, architects, hobbyists, and researchers. Although established AM companies such as 3DSystems and Stratasys has existed long before RepRap, the anatomy and terminology of their machines are not well-known by those outside. Through the RepRap community, mainstream 3D Printing developed its own vocabulary: terms such as nozzle, hotend, and heat break became universal descriptors of FDM anatomy and behavior. Only once a phenomenon is named can it be discussed, shared, and improved.
Screw extrusion used for 3D printing relies on the same fundamental polymer physics, and many components remain similar, or even identical to those in filament-based FDM systems. However, screw extrusion introduces nuances that are largely invisible or irrelevant when working with 1.75 mm or 2.85 mm filament. Especially with Materium-class pellet extruders, which are miniscule compared to industrial screw extruders, some phenomenon appears more aggressively with miniaturization.
Scale changes behavior, therefore language must change.
The list below attempts to translate industrial screw-extrusion terminology into concepts familiar to FDM 3D printing. Some aspects have direct equivalents, while others do not. Terms without a meaningful FDM counterpart are labeled NE (No Equivalent).
See : Filament vs. Pellets (what’s same and what’s not).
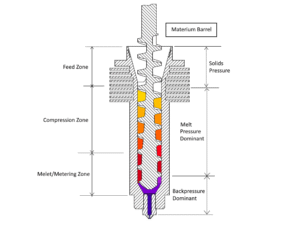
Barrel = Hotend + Heatbreak
An elongated, cylindrical, heated metal sleeve that houses the screw and where melting occurs.
The barrel is typically divided into three functional zones (not mechanically separated):
-
Feed zone – where solid material is introduced and conveyed
-
Transition (compression) zone – where melting develops
-
Melt zone – where material becomes fully molten and pressurized
In filament-based FDM, the feed zone most closely corresponds to the heat break, where solid material is driven toward melting while still constrained within the barrel’s envelope. The three zones are described further in Zones (NE) below.
Die = Nozzle
The furthest component of the barrel through which molten polymer exits.
Typically replaceable and modular, serving the same functional role as an FDM nozzle.
Die Orifice = Nozzle Hole
The exit diameter that directly defines the cross-section of the extrudate.
Almost always circular.
Example: A die orifice of 0.4 mm corresponds to a 0.4 mm nozzle.
Land = Nozzle Hole Length
The straight section following the orifice entry that stabilizes flow.
In FDM, this feature is implicitly defined by nozzle geometry and is rarely discussed, despite having a significant impact on extrusion stability.
Longer land
In FDM, an intentional use of land geometry appears in designs such as the E3D Volcano nozzle and other “high-flow” nozzles inspired by it. Simply put, a Volcano nozzle has a longer land than a standard E3D nozzle.
Larger land diameter
Ultimaker nozzles (and other 2.85 mm filament nozzles) typically use a larger land diameter that closely matches the filament diameter immediately before the orifice.
Nozzles for 1.75 mm filament typically have a ~2 mm land diameter.
This should not be confused with the orifice diameter.
Secondary land (manufacturing land)
For manufacturing practicality, the orifice itself also contains a short land. This nozzle land is usually sub-millimeter in length and standardized. Its diameter matches the orifice diameter. Below is an illustration of a typical E3d V6 Nozzle :
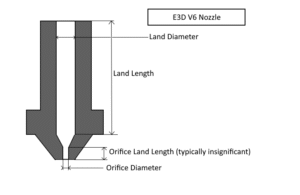
Dedicated Materium nozzles intentionally modify land length beyond this convention. In pellet extrusion, land geometry plays a much larger role in pressure development and extrusion stability than in filament systems.
Extrudate = Extruded Material
Rarely examined explicitly in filament FDM, anything that exits the nozzle or die is an extrudate, regardless of its shape or stability.
Statements such as “the extrudate comes out swirling” indicate incomplete melting, gas release, or contamination.
Below are common terms used to describe extrudate behavior (not to be confused with breakdancing moves):
-
Snaking
Twisting, swirling, or rotating extrudate. -
Dripping
Extrudate behaves like liquid dripping from a faucet. Often caused by excessive temperature or non-polymeric material behavior. -
Swelling
Extrudate diameter exceeds the orifice diameter. Known as die swell. See : Die Swell
All polymers exhibit this to varying degrees. In FDM, this is typically compensated by extrusion-width settings that exceed nozzle diameter. -
Snapping
Extrudate fails to form a continuous strand. May result from blockages, bursting bubbles, or excessive temperature. -
Necking
Local thinning of the extrudate, often caused by pulling forces or low viscosity. Typically precedes snapping. -
Popping
Violent rupture of bubbles within the extrudate, leading to snapping or necking. Almost always caused by trapped air, moisture, or inherent porosity. -
Optimal
A smooth, continuous extrudate forming a stable strand. When deposited freely, it typically coils into a spiral resembling cartoon-like “poop” geometry.
Screw Torque & RPM = Stepper Power & Feedrate
In industrial screw extrusion, material delivery is governed by screw rotational speed and available torque (typically via DC motors), without regard to absolute angular position. In simple terms, the system commands the screw to spin faster or slower, provided sufficient torque is available. The deposited volume is not directly controlled.
In filament FDM, this relationship is abstracted into stepper motor current (torque) and commanded feedrate. Filament stiffness masks much of the underlying material behavior, enabling explicit volumetric control.
Materium-class pellet extruders use stepper motors rather than DC motors, enabling precise positional control. As a result, extruder geometry and slicing strategy must explicitly account for the elastic and compressive behavior of molten polymer during deposition.
Stalling = Skipping
Because industrial screw extruders use servos or DC motors that spins continuously, failing to meet torque demands results in ‘stalling’.
Whenever steppers are used instead, ‘skipping’ or ‘skips’ become more common in 3D Printer extruders.
Although describing the same failure mode, a stalled motor may continue once torque is re-established on-the-fly, whereas a skipped stepper motor will terminate movement once the commands end, unless told to move continuously via G-code tricks.
Zones (NE)
In screw extrusion, zones are physical and functional regions along the barrel where material state changes gradually. Each zone is often controlled by a dedicated heater.
FDM systems do not explicitly expose or control zones; heating is localized and discrete, making zone-based reasoning uncommon.
In small pellet extruders, it is not unusual for the barrel to contain multiple heaters to approximate zoned heating.
Pressure (NE)
A continuous internal state generated by screw action and flow restriction, primarily governed by friction and viscosity.
In filament FDM, ‘pressure’ points toward solid filament elasticity (springiness of filament inside feed path) in one direction. Governed by Pressure Advance (Klipper) or Linear Advance (Marlin) and treated as a constant.
In Materium, it is actual melt pressure generated by shear, compression, and movement of three states of polymer (solid, softened, liquid). See : Understanding Screw Extrusion. While 3D printing with pressure in mind, time and temperature is a more useful framework. See : Getting The Right Temperature and Flow
Backpressure (NE)
Resistance to flow created by downstream restriction, including die geometry, land length, and material viscosity.
While FDM users observe its effects (such as oozing or extrusion inconsistency), backpressure is not a first-class tuning concept in common FDM terminology.
In Materium-class extruders, backpressure is generated primarily by nozzle geometry and is evaluated in addition to internal pressure when assessing motor load. This can be thought of as backward-moving pressure due to orifice restriction, and is to be overcome by forward-moving pressure for any extrusion to happen at all. The two kind of pressures subtracts each other in direction, but cumulative in effort.
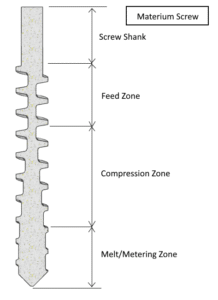
Screw (NE)
The primary mechanism for conveying, melting, and pressurizing material.
Filament FDM replaces this entire mechanism with filament stiffness acting as a piston, collapsing multiple physical behaviors into a single abstraction.
Materium uses a compression screw with three distinct zones corresponding to those of the barrel.
In contrast, some pellet extruders (typically DIY or hobby-designed) uses an auger screw or a drill bit, whose primary function is material transport.
About “Materium-class”
You may see the term Materium-class used to describe a category of extruders.
It simply refers to precision, desktop-scale screw extruders where:
-
Melt volume is small
-
Residence time is short
-
Positional control matters
-
Printing behavior matters more than throughput
This term exists to prevent incorrect assumptions, not to sell hardware.
If you understand this page, you already understand the class.