
Materium‑class thermal zoning describes a deliberate way of managing heat in a precision, desktop‑scale screw extruder where the barrel behaves as a single, continuous thermal field (one heater) rather than multiple discrete heater zones. In short : The barrel is one big nozzle.
This approach is neither an accident of size nor a simplified version of industrial extruders. It is a unique thermal system optimized for small screws, short melt lengths, high back‑pressure sensitivity, while still adhering to the demands of polymer processing.
Why thermal zoning exists at all
Polymers do not want uniform temperature
In screw extrusion, polymers pass through three deliberate phases:
- Solid transport – particles or granules must remain rigid enough to be pushed forward (needs cold).
- Compression and melting – material transitions from solid to viscous melt under pressure and shear (needs malleability).
- Metering / flow control – molten polymer must be thermally stable and locomotized before exiting the die (needs liquidity).
Each state benefits from different thermal conditions. If everything is hot:
- Feed loses friction and the rolling/tumbling of pellets does not happen
- Compression becomes turbulent liquid transport
- Air gaps and moisture does not get compressed to collapse
If everything is cold:
- Polymer does not melt
- Screw stops or breaks
- Motor stalls/skips
Zoning exists to guide the polymer through these states intentionally.
How industrial screw extruders do this
Industrial extruders typically use:
- Long barrels (high L/D ratio)
- Multiple discrete heater bands (some setups use up to 10 heaters in series)
- Heaters spaced long enough to have minimal cross-heater intervention
This works because:
- Barrel length is very long relative to screw diameter
- Thermal inertia is high because bulk volume is higher
- Axial gradients naturally average out with more heaters
However, this approach does not scale down linearly.
When copied directly into small pellet extruders, it often causes:
- Melt timing inconsistent (melts too soon or too late)
- Melting too soon causes backflow, then choking
- Heaters influence each other, making PID schemes unreliable
- Unstable pressure near the nozzle
Why filament extruders do not need zoning
Filament hotends are fundamentally different machines. See : Understanding Screw Extrusion
They:
- Accept a pre‑metered, solid filament
- Do not rely on screw compression/compaction to melt
- Melts material locally near the nozzle
The filament itself acts as:
- A solid piston and plug
- A thermal isolator
- A feed stability mechanism
Because of this, filament hotends benefit from sharp thermal separation:
- Cold zone vs hot zone
- Heat break
- Localized melt pool
Trying to apply filament‑style zoning logic to screw extruders is a category error.
The Materium‑class approach
The barrel is the nozzle
In a Materium‑class extruder:
- The barrel is short
- The screw pitch is fine
- The melt zone occupies a significant fraction of total length
Instead of discrete heater zones, Materium‑class designs create:
A continuous axial thermal gradient
This is achieved by:
- A powerful, distributed heater covering most of the barrel
- High‑conductivity barrel material
- Aggressive cooling applied only at the feed end
The result is not “zones”, but a thermally shaped field:
- Hot where melting and flow stability are required
- Progressively cooler toward the feed
- No artificial thermal steps
Why this works better at desktop scale
1. Pressure stability
Short screws are extremely sensitive to thermal discontinuities.
A continuous gradient:
- Avoids complexity of controlling multiple heaters
- Prevents sudden viscosity jumps
- Stabilizes extrusion pressure
- Creates a melt plug acting as a piston
2. Material tolerance
Materium‑class thermal zoning tolerates:
- Unknown polymers
- Recycled materials
- Blends and compounds
Discrete zones require known material properties, whereas a gradient is much more forgiving.
Why Materium‑class needs its own category
Materium‑class extruders are:
- Not scaled‑down industrial extruders
- Not modified filament hotends
- Not large‑format pellet printers
They occupy a missing middle category:
Precision, desktop screw extruders optimized for material control rather than throughput
Without a distinct class, they are:
- Misjudged by industrial assumptions
- Criticized using filament logic
- Incorrectly expected to behave like large pellet systems
Naming the class attempts to establish a suitable frame.
How other pellet extruders can fall into Materium‑class
A pellet extruder can be considered Materium‑class if it satisfies thermal criteria, regardless of size:
Required characteristics
- Short effective melt length
- Continuous axial thermal gradient
- Feed‑side thermal clamping
- No abrupt heater band boundaries in the melt region
Not required
- A specific nozzle diameter
- A specific screw diameter
- A specific build volume
A machine does not become Materium‑class by being small.
It becomes Materium‑class by treating heat as a field/gradient, not zones.
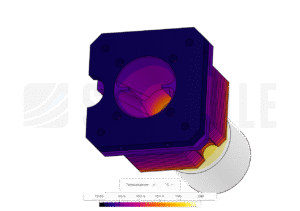
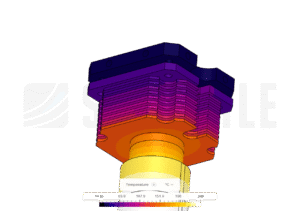
A Comparative Study
To better imagine how the gradient acts, a Thermal Analysis is done on CAD models of Materium and compared to Thermal Imaging result. Both are set to 240C.
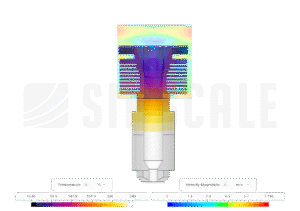
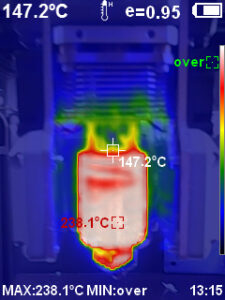
- Ambient temperature at feed
- Gradually increasing temperature downstream
- A uniform band of final heating (metering zone)
By replacing discrete heater zones with a shaped thermal field, Materium‑class extruders:
- Achieve pressure stability
- Enable material experimentation
- Make pellet extrusion viable at small scale