
Melt Flow Index (MFI) – What it tells you, and what it doesn’t
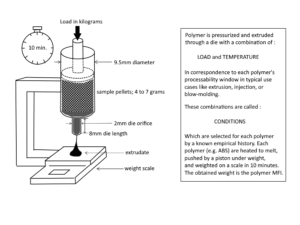
MFI is a number stated in g/10min, depending on the tests standards used. It measures how easily a molten polymer flows through an orifice under a specific temperature and a predetermined static load. The most commonly used standard is ASTM D1238 / ISO 1133, which puts the polymer under this setup :

In this test, notice that the polymer type must first be known; the scope of MFI is to fine-tune only for variations within a specific polymer. A proper supplier of a polymer pellet (sometimes called resin, not to be confused with the liquid resin) will have data on at least two things : MFI and Melt Temperature. For the experienced operator, these two parameters will suffice to begin processing by setting up a conservative screw speed (extrusion speed), and heater temperature(s).
However, a question may arise : What if the MFI and the temperature is violated? (e.g. extruding too fast or too cold/hot)
The answer may not be straightforward, and sometimes it is intentionally violated (to determine the limits of the processing). If the extruder is strong enough, the polymer may still be extruded but the melt may be incomplete or not homogenous; this results in unpredictable melt shape or dynamics.
Hence, MFI does not solely determine whether a polymer is 3D-printable. It does tell the operator the expected processing limits of a specified polymer pellet.
MFI in Materium-Class Extruders
In Materium-class extrusion, MFI functions primarily as a boundary indicator for processability.
When the value is known, it answers roughly the question : “Can this particular pellet be printed?“
Because Materium-class extruders operate with:
-
Very short melt lengths (< 10cm)
-
Small melt volumes (See : Understanding Screw Extrusion)
-
Stepper-driven, position-controlled screws instead of torque-first motors
-
No mechanical buffering from filament stiffness (See : What’s Hidden by Filament FDM)
the system is far less tolerant of extreme MFI values. For the Materium Extruder particularly, available MFI values are between 5 to 50 g/10min.
A polymer with an MFI that is too low (high viscosity) may still extrude if the motor has sufficient Amperage, but often exhibits:
-
Incomplete or uneven melting
-
Swirling or unstable extrudate (See : Extrudates)
-
Underextrusion or pulsing extrusions (See : Extrusion Analysis)
-
Elevated sensitivity to small contaminants (See : Compounding and Mixing)
Conversely, polymers with very high MFI (low viscosity) may extrude easily but suffer from:
-
Poor retractions (See : Slicer Tuning)
-
Necking or snapping under pull
-
Backflow (See : Backflow)
In this class of extruder, nozzle geometry (land length and orifice) becomes a critical compensating mechanism. Backpressure generated at the nozzle is often used deliberately to stabilize materials whose MFI would otherwise be unsuitable at desktop scale. This can simply mean choosing the right nozzle size for that particular material.
As a result, MFI in Materium-class systems should be interpreted as:
A guide to expected processing difficulty and stability, not a binary pass/fail metric.
Successful printing depends on how MFI interacts with screw design, barrel zoning, nozzle geometry, and motion control—not on the MFI value alone.